1.Extrusion principle
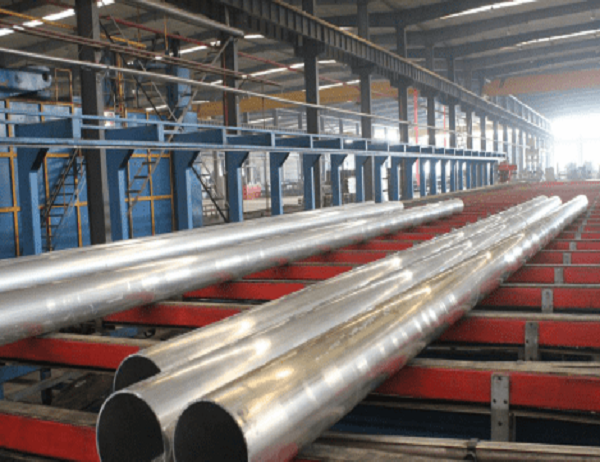
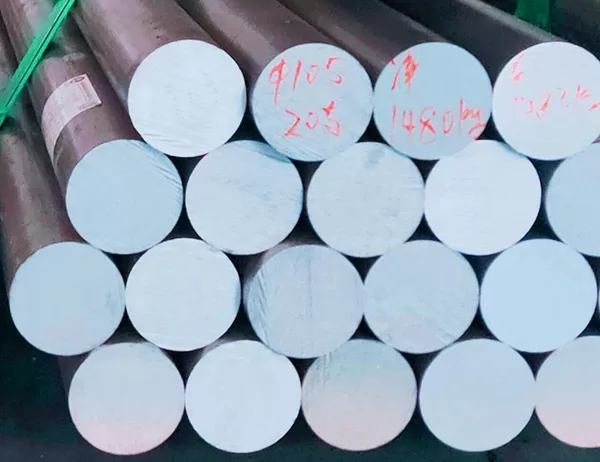
Aluminum Extrusion is a plastic processing method in which an external force is applied to a metal blank placed in a container (extrusion cylinder) to flow out of a specific die orifice to obtain the desired cross-sectional shape and size.
2.The composition of aluminum extrusion machine
Aluminum extrusion machine from the base, the front pillar, column, cylinder extrusion, electrical control under the hydraulic system, and the other with a mold seat, thimble, scale plate, skateboard and so on.
3.Classification of Aluminum Extrusion Methods
Depending on the type of metal in the extruded cylinder, the stress-strain state, the extrusion direction of the aluminum profile, the lubrication state, the extrusion temperature, the extrusion speed, the type or structure of the mold, the shape or number of the blank, (Including plane deformation extrusion, axisymmetric deformation extrusion, general three-dimensional deformation extrusion) lateral extrusion method, glass lubrication extrusion Law, hydrostatic extrusion, continuous extrusion and so on.
4.Positive thermal deformation
The vast majority of hot-deformed aluminum producers use positive thermal deformation extrusion methods to obtain aluminum profiles with specific cross-sectional shapes through specific molds (die, taper, shunt molds) The only aluminum production method!
Positive extrusion process is simple, the equipment is not demanding, metal deformation capacity is high, can produce a wide range of aluminum controllability, production flexibility, mold easy maintenance.
Defect is the friction between the inner surface of the extruded cylinder and aluminum, which accounts for the energy consumption of the extruder. The friction is easy to increase the instability of the profile, which damages the improvement of the finished product and limits the aluminum and aluminum Alloy extrusion speed, speed up the extrusion die wear and service life, product organization performance before and after the uneven.