The electrolytic coloring of
aluminum profile supplier has a good decorative role. So it is be widely used at home and abroad. At the moment, the main process is using the tin-nickel salt electrolytic coloring. Compared with the single nickel salts coloring the color of the products which are with tin-nickel salt electrolytic coloring is lighter and richer.
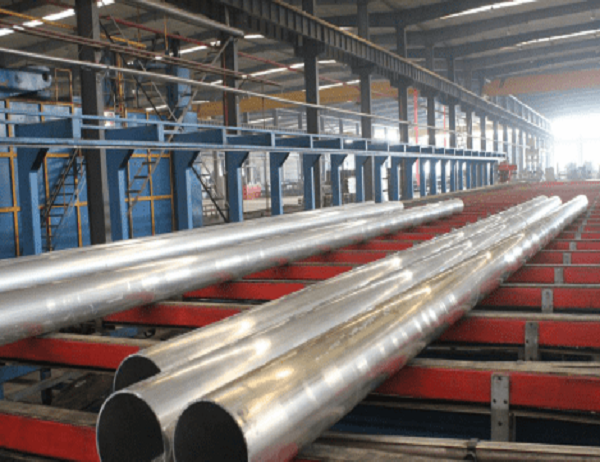
The main effect of aluminium extrusions process on oxidation coloring is that the extrusion profile’s surface state, structure homogeneity are influenced by mold design and extrusion temperature. Mold design should get the material fully mixed, otherwise there will be bright with defects and color separation in the same profile. Extrusion temperature, speed, the cooling ways and different cooling time will make the profile tissue turn inhomogeneous which can result in the color difference.
Anodic oxidation has important influence on electrolytic coloring, especially the two colors will easily occur in the process of the vertical oxidation production. Under the same condition of power, the same amount of metal or metal compounds will deposit on the high and low temperature part. For the large aperture part, the color is relatively shallow, causing the two colors. In the process of anodic oxidation, electrical conductivity has effect on the oxide film, which also results in the color difference.
The above mainly introduced several reasons that would cause the color difference in the same slot. Anodic oxidation and the changes of process parameters of electrolytic coloring will cause color difference between slots. So we should control the stability of oxidation and coloring process in the production and make sure that the parameters are the same to reduce the occurrence of color difference and some other problems.