The transportation of oil and gas over long distances relies heavily on pipelines as a cost-effective and efficient method. In recent years, the use of 100mm aluminium tubes has emerged as a preferred choice for oil and gas pipelines, offering numerous advantages over traditional materials such as steel or plastic. This article delves into the many roles and benefits of 100mm aluminium tubes in the oil and gas industry, exploring their properties, applications, and impact on pipeline operations.
100mm aluminium tubes are renowned for their exceptional durability and corrosion resistance, which are crucial characteristics for oil and gas pipelines. Aluminium forms a protective oxide layer on its surface, which helps prevent the ingress of corrosive agents such as moisture, acids, and chlorides. This innate resistance to corrosion eliminates the need for costly cathodic protection systems, significantly reducing maintenance costs over the pipeline’s lifespan.
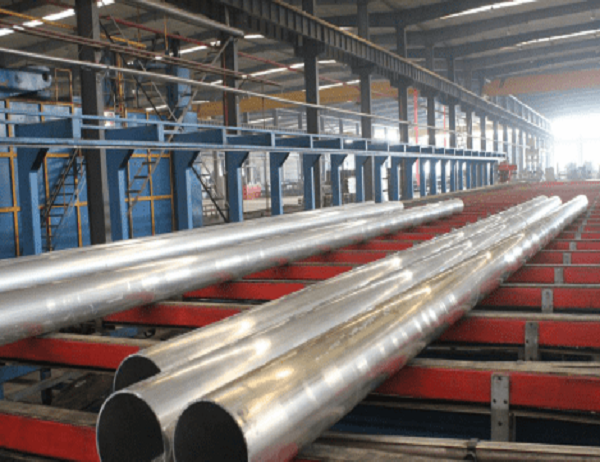
The low density of aluminium makes 100mm aluminium tubes significantly lighter than their steel counterparts, facilitating easier handling, transportation, and installation. The flexibility of aluminium allows it to bend and conform to the contours of the terrain, reducing the number of bends and fittings required. This flexibility also enables the creation of pipelines that can withstand seismic activity and other external stresses.
Despite their lightweight nature, 100mm aluminium tubes exhibit an impressive strength-to-weight ratio. This combination of strength and low density makes aluminium tubes an ideal choice for high-pressure pipelines, where they can withstand the internal pressures associated with oil and gas transportation while maintaining their structural integrity.
The non-magnetic properties of aluminium tubes prevent interference from magnetic fields, which is particularly advantageous in areas with strong electromagnetic environments. Furthermore, the electrical conductivity of aluminium allows for cathodic protection to be applied selectively, reducing the risk of overprotection and damage to the pipeline.
100mm aluminium tubes find extensive applications in the construction and operation of oil and gas pipelines. They are commonly used for:
– Transmission Pipelines: Long-distance transportation of oil and gas from production sites to processing facilities or refineries.
– Distribution Pipelines: Local distribution of oil and gas to end-users, such as residential, commercial, and industrial customers.
– Gathering Systems: Collecting oil and gas from multiple wells and transporting it to a central processing facility.
– Subsea Installations: Pipelines laid on the seabed for offshore oil and gas production.
The use of 100mm aluminium tubes contributes to environmental sustainability in several ways. Aluminium is a highly recyclable material, and its production generates significantly fewer greenhouse gas emissions compared to steel production. Moreover, aluminium tubes do not leach harmful substances into the environment, ensuring the protection of soil and groundwater resources.
100mm aluminium tubes have revolutionized the construction and operation of oil and gas pipelines. Their durability, corrosion resistance, lightweight, flexibility, high strength-to-weight ratio, and environmental friendliness make them an ideal choice for a wide range of applications. By leveraging the unique properties of aluminium, oil and gas companies can enhance the efficiency, longevity, and sustainability of their pipeline infrastructure. The adoption of 100mm aluminium tubes paves the way for a more efficient and environmentally responsible future for the oil and gas industry.